 材料,焊接特点以及焊接工艺流程。
材料,焊接特点以及焊接工艺流程。
2 带极电渣堆焊(ESW)和带极埋弧堆焊(SAW)
由于带极堆焊熔敷效率高,熔深浅,堆焊层表面光滑、平整、美观,且质量稳定,便于机械化和自动化操作,因此大面积堆焊常采用这种焊接方法,其局限性是只适用于在平焊位置进行焊接。核反应堆压力容器在制造过程中,主要采用带极电渣堆焊(ESW)或带极埋弧堆焊(SAW)的焊接位置包括:反应堆压力容器的筒体内壁堆焊,上、下封头内壁堆焊,顶盖法兰以及进出口接管内壁堆焊,下封头过渡段的内壁堆焊等。
2.1 堆焊工艺及材料
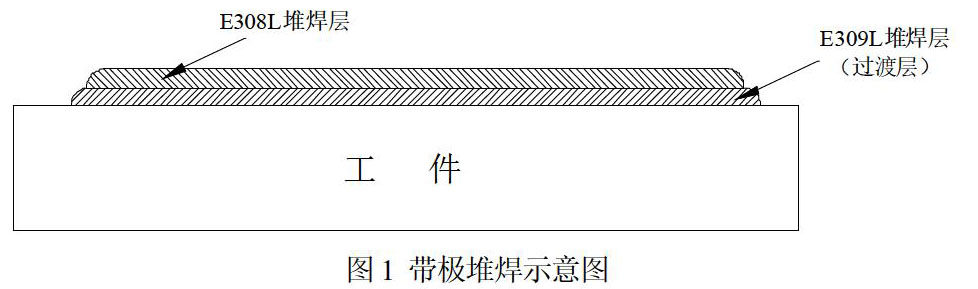
反应堆压力容器的大面积堆焊主要采用带极电渣堆焊,也可以采用带极埋弧堆焊。堆焊层的首层(过渡层)通常采用富含铬元素的E309L焊带,其余层堆焊采用E308L进行堆焊,焊材通常选用30×0.5mm以及60×0.5mm等规格的焊带,并选择与之相匹配的焊剂。带极堆焊示意图如图1所示:
在焊接过程中为了保证堆焊质量,对待堆焊表面的清洁度以及焊接过程中的周围环境进行严格控制,并对堆焊层之间的搭接处进行打磨处理,严格控制层间温度。当带极宽度超过60mm后,焊道由于磁偏吹的影响,焊道两侧容易造成咬边,因此带极堆焊时应配备磁控装置,以避免其影响。堆焊的主要焊接参数为:焊带规格:30×0.5mm,焊接电流:400~600A,焊接电压:26~32V,焊接速度:160~220mm/min,极性DC/RP;焊带规格:60×0.5mm,焊接电流:650~900A,焊接电压:26~32V,焊接速度:160~220mm/min,极性DC/RP。
此外,焊接位置采用平焊位置,焊带在焊接过程中不摆动,每层需多道焊接。
2.2 堆焊工艺流程
在反应堆压力容器内壁大面积不锈钢堆焊的过程中,要对各个工艺环节(包括热处理温度)严格控制,保证最终堆焊的质量满足要求。堆焊工艺流程如下所示:焊接准备→装配→VT/DT/PT待堆焊表面→预热→309L堆焊→ISR→308L堆焊→后热→VT/DT→砂轮打磨→PT/UT→PWHT→交检。
堆焊结束后,对堆焊层进行VT/DT/PT/UT检验,应确保焊道成型均匀,无夹渣、咬边、气孔等缺陷,最终检测结果应为合格。
3 窄间隙埋弧自动焊(NSAW)
窄间隙埋弧自动焊(NSAW)在焊接厚壁的组焊坡口方面,具有焊接效率高,焊接质量好,焊接环境好等优点。同时,窄间隙自动焊设备具有横向和高度方向自动跟踪的功能,能够精确地控制焊丝导电系统在坡口内相对于焊接位置的准确性,保证了焊缝侧壁的熔合性,还能有效的降低焊接接头的残余应力与变形,减少合金元素的烧损,提高焊接接头综合力学性能。在核反应堆压力容器在制造过程中,主要采用窄间隙埋弧自动焊(NSAW)的焊接位置包括:上封头与顶盖法兰,顶盖法兰与容器法兰接管段,容器法兰接管段与堆芯筒体组焊,堆芯筒体与下封头过渡段组焊,下封头过渡段与下封头环缝的组焊。
3.1 窄间隙埋弧自动焊的工艺及材料
反应堆压力容器的主环缝的焊接技术要求高,返修难度大,通常采用窄间隙埋弧自动焊的焊接方法进行组焊。焊丝通常采用直径为Ф4mm的低合金钢焊丝,焊剂采用与焊丝相匹配脱渣性好的烧结型焊剂,坡口形式通常采用单U或双U形坡口,坡口角度通常为1°,坡口示意图如图2所示。
若采用双U形坡口,一般先在外侧进行定位焊,而后进行内侧窄间隙埋弧焊接,待清根结束后,再进行外侧窄间隙埋弧焊接。在焊接过程中,最好能一次完成焊接,防止由于起弧和收弧导致的焊接缺陷,焊接过程中在焊道表面存留的焊渣需要及时清理,避免焊道搭接处出现夹渣缺陷。主环缝焊接的主要焊接参数为:焊丝直径:4mm;焊接电流(A):450-600A;焊接电压(V):28-32V;焊接速度(mm/min):300-450mm/min,极性DC/RP。
在焊接过程中,应及时观察和调整滚轮架上的工件的转速,防止焊接过程中工件沿着轴向发生窜动,使焊道偏离所要求的焊接位置,产生焊接缺陷。在最终盖面焊时,焊接参数与组焊过程中所使用的焊接参数略有不同,焊接时要注意调整焊接参数。同时,要注意焊道的排布等的变化。
3.2 窄间隙埋弧自动焊的工艺流程
在窄间隙埋弧焊过程中,要对预热温度、热处理温度以及热处理的时机严格控制,保证焊缝的质量。为了满足后续焊接后进行无损检测的要求,在焊接以外的区域提前做好焊缝中心线的标记。窄间隙埋弧自动焊的工艺流程如下所示:焊接准备→VT/DT/PT待组焊工件坡口表面→装配→预热→定位焊→后热→预热→焊接→后热→砂轮打磨→VT/DT/MT/UT/RT→PWHT→交检。
4 结论
核反应堆压力容器带极大面积堆焊以及主环焊缝窄间隙埋弧自动焊接后进行无损检测的结果均满足技术条件的要求,焊缝合格率高,质量稳定。这表明在制造核反应堆压力容器的过程中,我们掌握了宝贵的焊接经验和焊接数据,这对于后续核反应堆压力容器焊接技术的改进与提高提供了有力的保证。
参考文献
[1]中国广东核电集团有限公司.中国改进型压水堆核电站CPR1000简介[J].现代电力,2006,23(5):36~38.
作者简介:张忠海(1971-),1994年本科毕业于哈尔滨工程大学金属材料及热处理专业,2006年毕业于清华大学核能及新能源技术研究院核工程与技术专业,现从事压力容器制造工作,高级工程师。







